

联系人:刘家胜 先生
电 话:0535-2263683
手 机:15210977960
传 真:0535-2215886
地 址:山东莱州市
府东街25号
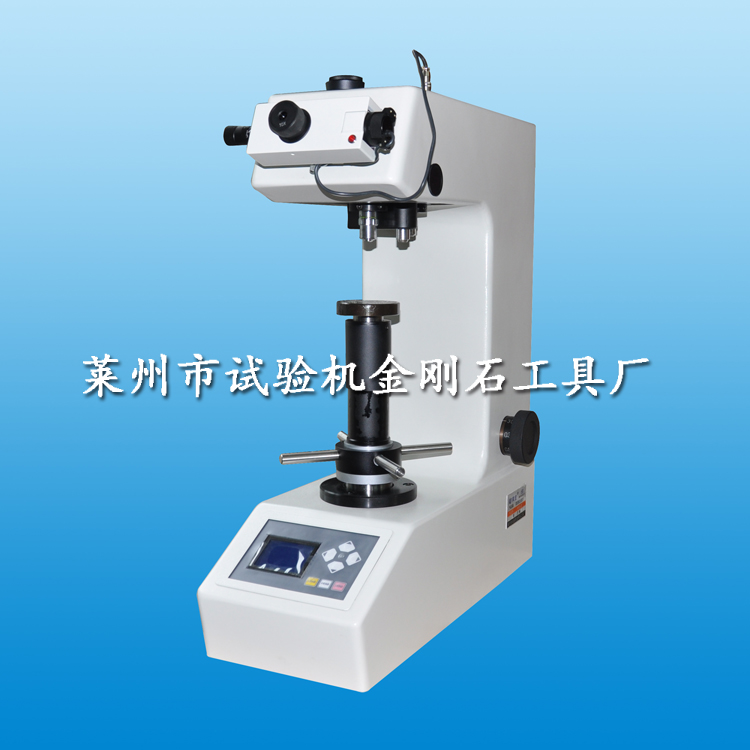
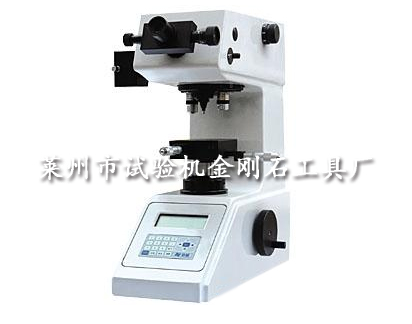
维氏硬度计作为应用广泛的精密硬度测试设备,其测量精度直接关系到材料质量判定的可靠性。当设备出现能力不足、示值失准时,背后往往是以下几个关键指标未能达标。 这是导致硬度计失准常见的原因。根据检定规程,维氏硬度计试验力的允许误差为±1.0%。实际使用中,试验力偏差往往呈现明显规律——载荷越小,误差越显著。有案例显示,同一台设备在HV10载荷下校验合格,但降至HV3时偏差高达近20%。这类问题通常源于:载荷杠杆比失调、力点刀刃松动、砝码因湿度粘合、或压缩弹簧锈蚀导致摩擦增大。试验力不达标会直接导致压痕尺寸异常——力值偏大则压痕偏大、硬度值偏小,反之亦然。压头是维氏硬度计的刀刃,其质量直接影响测试结果。标准要求金刚石压头两相对面夹角为136°±30′,顶横切面不大于2微米,表面光洁度不低于V12。能力不足的设备往往使用劣质压头:棱角不锋利、表面有裂纹或崩角、锥角偏差超标。这类压头造成的压痕形状失真,会引发系统性测量误差,表现为高、中、低硬度值无法同时合格——调好一个区间,另一个区间就会偏离。维氏硬度的核心测量参数是压痕对角线长度,显微镜的准确性至关重要。规程要求测量装置在0.1mm长度内的误差不过±0.001mm。常见问题包括:测微鼓轮刻度磨损导致读数偏差、物镜倍率与标称不符、丝杆螺距磨损超差。这些问题会导致操作者看错压痕尺寸,把合格材料测成不合格,反之亦然。这两个几何精度指标影响加载时压头与试样的接触状态。规程规定主轴与工作台面不垂直度不大于0.3/100,两者同轴度偏差不过0.2mm。超差时,压头以倾斜角度压入材料,压痕变形、不对称,测量重复性差,五点测量值的差可能超过规定上限。 总而言之,维氏硬度计能力不足,根源在于试验力、压头、显微镜、几何精度这四大核心指标未能达标。检定不合格时,应按照规程逐项排查这些部件,定位问题根源,而非盲目调整示值。只有各项指标同时达标,维氏硬度计才能真正成为材料质量检验的可靠哨兵。
鲁ICP备13006397号-1 Copyright©2012版权所有 莱州市试验机金刚石工具厂 公司地址:中国 山东 莱州市府东街25号 (原山东掖县) XML地图
移动电话:15210977960 电话:0535-2263683/2265113 传真:0535-2215886 



 鲁公网安备 37068302000191号
鲁公网安备 37068302000191号